Rony
Moderator
Most concrete producers readily associate viscosity-modifying admixtures (VMAs) with the manufacture and placement of underwater concrete (UWC) and self-consolidating concrete (SCC), two of the earliest applications for this relatively new type of chemical admixture. VMAs, by virtue of their capability to minimize the movement of water and fines away from the bulk concrete and maintain a homogeneous composition, is a clear chemical admixture choice for these concrete construction applications. For example, the stability of SCC is challenged by virtue of the low yield stress (high slump-flow) and low viscosity (short V-funnel times) required for self-consolidation, while UWC needs to have sufficient consistency to resist washout of the cement paste from the concrete rising from a tremie pipe when displacing water. As an added safety margin, a small dose of VMA is recommended for all SCC mixes to anticipate the unexpected batch-to-batch variations in water content, which can easily change stable mixes to segregated and rejected loads.
Other Applications and Benefits
However, like many other technologies initially targeted for a specific use, VMAs have recently been found to be a valuable asset for many other concrete construction applications. Given that fresh concrete properties almost always impact the service life of the in-place concrete, correctly proportioning and assuring that the concrete maintains a homogeneous composition during placement and after consolidation is critical to avoid excessive bleeding, segregation, honeycomb, laitance, settlement, and plastic cracking over the top bars. All these defects are detrimental to concrete durability and can be significantly minimized with the use of VMAs.
Another less obvious benefit from VMAs is its so-called lubricating effect whereby water and fines are more homogenously maintained throughout the mix thus coating rough aggregate surfaces, and thereby reducing frictional forces which can increase the effort needed to discharge and place concrete with harsh or gap-graded aggregates and low workability.
Chemistry
VMAs can be comprised of a wide range of different chemistries. Some VMAs are based on fine inorganic materials like colloidal silica, while others are comprised of more complex synthetic polymers such as styrene-maleic anhydride terpolymers and hydrophobically modified ethoxylated urethanes (HEUR). The more common VMAs are based on cellulose-ethers and biopolymers (xanthan, welan, and diutan gums).
A simplified way to understand how VMAs modify concrete flow properties is illustrated in Figures 1a and 1b. The structure of diutan gum is represented in Figure 1a. The basic viscosifying mechanism of VMAs like diutan gum is shown in Figure 1b. With concrete at rest, the large VMA molecules form a network that inhibits segregation of the mix water and fines from the bulk concrete. Under shear or handling (mixing, pumping, finishing, extrusion), the VMA polymer chains become aligned, disrupting the network, and creating a condition of low viscosity or enhanced flow performance. When shear forces are no longer applied, the VMA polymer chains re-align, rebuild the network, and a higher, stabilizing viscosity is restored.
 Figure 1a: Chemical Structure of Diutan Gum: This basic unit of the diutan structure is actually repeated 3500 time to form a very large long chain macromolecule structure having a molecular mass of about 3,000,000.
Figure 1a: Chemical Structure of Diutan Gum: This basic unit of the diutan structure is actually repeated 3500 time to form a very large long chain macromolecule structure having a molecular mass of about 3,000,000.
 Figure 1b Structure-Performance of Biogums at Rest and Under Shear
Figure 1b Structure-Performance of Biogums at Rest and Under Shear
Consistent concrete production can be challenged by variations in the moisture content and grading of the aggregates and with fluctuations in the fine content of the sand. VMAs can help produce concrete with better robustness against the impact of such variations and significantly reduce the probability of rejected loads.
VMA Applications
Numerous types of concrete applications can benefit from the use of VMAs given their stabilizing mechanisms (Table 1).
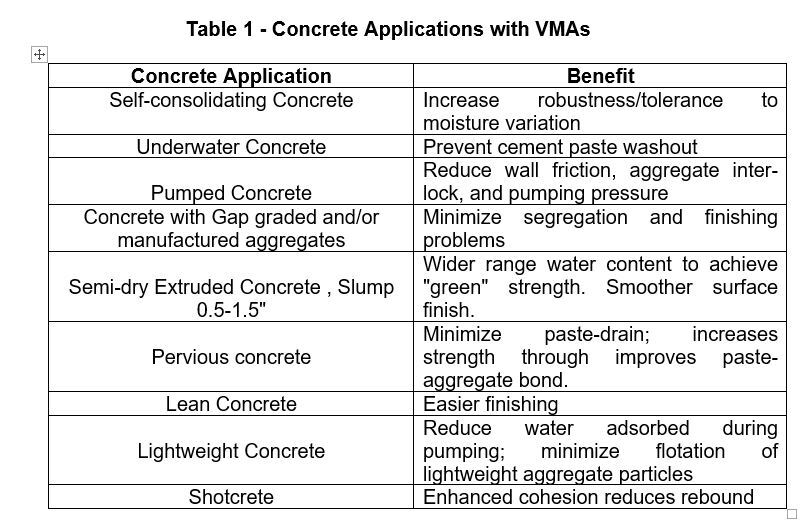
In addition to the applications noted in Table 1, VMAs are useful to reduce bleeding, and can be an alternative to increasing paste content to ease the handling of harsh mixes or increase the stability of SCC mixes.
The use of VMAs to address workability issues associated with manufactured sands (Figure 2) represents a great opportunity to address diminishing local availability of naturally occurring sands. Moreover, an economic advantage is often possible when replacing fine aggregates with manufactured sands. Figure 3 illustrates the increase in pump pressure that can occur when partially replacing the smoother surface natural sand with manufactured sand in a typical pumped concrete mix (Table 2). Note the rise in pump pressure as the proportion of manufactured sand content is increased. With use of a small dose of a commercially available biogum-based VMA, the pump pressure of mixes having up to 80% manufactured sand can be nearly comparable to concretes containing all natural sand.
 Manufactured Sand
Manufactured Sand
 Natural Sand
Natural Sand
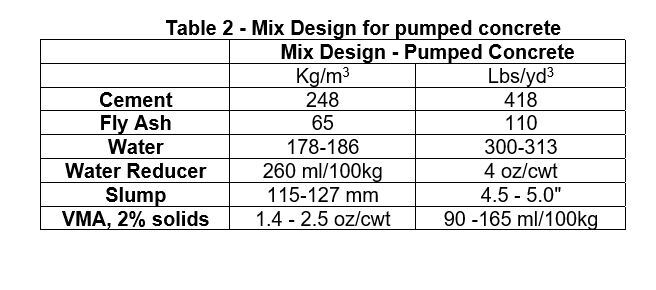
Figure 2 - Manufactured sands typically feature a greater degree of angularity, and increased surface roughness versus natural sand.
 Figure 3. Impact of manufactured sand and VMA on pump pressure. Slight adjustments were made to sand/stone ratio as manufactured sand content was increased.
Figure 3. Impact of manufactured sand and VMA on pump pressure. Slight adjustments were made to sand/stone ratio as manufactured sand content was increased.
General Considerations
VMA’s are commercially available as both powder blends or dispersed in a liquid to make dosing easier and improve dosing accuracy. The dosage will depend on the application but typically ranges from 0.01% to 0.1% by weight of cement. At these low dosages, VMAs typically have little effect on plastic and hardened concrete properties other than workability. Users of VMA’s should refer to the admixture manufacturer’s data sheet as well as consult with company representatives for specific information on recommended dosages for specific applications. Addition of a water reducer and superplasticizer may be necessary to overcome the reduction in workability due to the use of the VMA. Finally, a standard specification for VMAs is currently being prepared by ASTM Committee C09.23, chemical admixtures. Until a VMA specification is approved, VMAs are typically classified as Type S, Special Performance admixtures, to assure that the VMA admixture can be used without any adverse effects on fresh and hardened properties of the admixed concrete.
In summary, the addition of a VMA provides the opportunity to reduce the fines content in concrete that is otherwise used to make fresh concrete more cohesive. This capability applies for all the applications described in Table 1. With the understanding that different types of fines (cement types, fillers, fly ash, and micro silica) can have different effects on the rheology on freshly mixed concrete, the admixture manufacturer should be consulted for guidance on selection of the proper VMA product and dose for desired applications as well as the concrete mix constituents. For any test program intended to optimize admixture selection and dosage, be sure to evaluate mixtures at multiple VMA dosage rates, including an overdose condition, to effectively help anticipate unwanted problems on the job site.
 Ara A. Jeknavorian, Ph.D.
Ara A. Jeknavorian, Ph.D.
Dr. Ara A. Jeknavorian is a consultant with Jeknavorian Consulting Services, Chelmsford, Mass. He received a Ph.D. in Analytical Chemistry from the University of Massachusetts-Lowell. He is a Fellow of both the American Concrete Institute and ASTM, and has served as past chairman of the ASTM chemical admixture sub-committee. Before starting his consulting practice, Jeknavorian was a member of the R&D group of the W.R. Grace Co., where he was responsible for developing new chemical admixture technologies and products. He is an inventor on 19 patents and has published more than 40 articles on chemical admixtures. His research interests include admixture technology development, probing cement-admixture interactions, and troubleshooting unexpected cement-admixture performance.
Other Applications and Benefits
However, like many other technologies initially targeted for a specific use, VMAs have recently been found to be a valuable asset for many other concrete construction applications. Given that fresh concrete properties almost always impact the service life of the in-place concrete, correctly proportioning and assuring that the concrete maintains a homogeneous composition during placement and after consolidation is critical to avoid excessive bleeding, segregation, honeycomb, laitance, settlement, and plastic cracking over the top bars. All these defects are detrimental to concrete durability and can be significantly minimized with the use of VMAs.
Another less obvious benefit from VMAs is its so-called lubricating effect whereby water and fines are more homogenously maintained throughout the mix thus coating rough aggregate surfaces, and thereby reducing frictional forces which can increase the effort needed to discharge and place concrete with harsh or gap-graded aggregates and low workability.
Chemistry
VMAs can be comprised of a wide range of different chemistries. Some VMAs are based on fine inorganic materials like colloidal silica, while others are comprised of more complex synthetic polymers such as styrene-maleic anhydride terpolymers and hydrophobically modified ethoxylated urethanes (HEUR). The more common VMAs are based on cellulose-ethers and biopolymers (xanthan, welan, and diutan gums).
A simplified way to understand how VMAs modify concrete flow properties is illustrated in Figures 1a and 1b. The structure of diutan gum is represented in Figure 1a. The basic viscosifying mechanism of VMAs like diutan gum is shown in Figure 1b. With concrete at rest, the large VMA molecules form a network that inhibits segregation of the mix water and fines from the bulk concrete. Under shear or handling (mixing, pumping, finishing, extrusion), the VMA polymer chains become aligned, disrupting the network, and creating a condition of low viscosity or enhanced flow performance. When shear forces are no longer applied, the VMA polymer chains re-align, rebuild the network, and a higher, stabilizing viscosity is restored.
Consistent concrete production can be challenged by variations in the moisture content and grading of the aggregates and with fluctuations in the fine content of the sand. VMAs can help produce concrete with better robustness against the impact of such variations and significantly reduce the probability of rejected loads.
VMA Applications
Numerous types of concrete applications can benefit from the use of VMAs given their stabilizing mechanisms (Table 1).
In addition to the applications noted in Table 1, VMAs are useful to reduce bleeding, and can be an alternative to increasing paste content to ease the handling of harsh mixes or increase the stability of SCC mixes.
The use of VMAs to address workability issues associated with manufactured sands (Figure 2) represents a great opportunity to address diminishing local availability of naturally occurring sands. Moreover, an economic advantage is often possible when replacing fine aggregates with manufactured sands. Figure 3 illustrates the increase in pump pressure that can occur when partially replacing the smoother surface natural sand with manufactured sand in a typical pumped concrete mix (Table 2). Note the rise in pump pressure as the proportion of manufactured sand content is increased. With use of a small dose of a commercially available biogum-based VMA, the pump pressure of mixes having up to 80% manufactured sand can be nearly comparable to concretes containing all natural sand.
Figure 2 - Manufactured sands typically feature a greater degree of angularity, and increased surface roughness versus natural sand.
General Considerations
VMA’s are commercially available as both powder blends or dispersed in a liquid to make dosing easier and improve dosing accuracy. The dosage will depend on the application but typically ranges from 0.01% to 0.1% by weight of cement. At these low dosages, VMAs typically have little effect on plastic and hardened concrete properties other than workability. Users of VMA’s should refer to the admixture manufacturer’s data sheet as well as consult with company representatives for specific information on recommended dosages for specific applications. Addition of a water reducer and superplasticizer may be necessary to overcome the reduction in workability due to the use of the VMA. Finally, a standard specification for VMAs is currently being prepared by ASTM Committee C09.23, chemical admixtures. Until a VMA specification is approved, VMAs are typically classified as Type S, Special Performance admixtures, to assure that the VMA admixture can be used without any adverse effects on fresh and hardened properties of the admixed concrete.
In summary, the addition of a VMA provides the opportunity to reduce the fines content in concrete that is otherwise used to make fresh concrete more cohesive. This capability applies for all the applications described in Table 1. With the understanding that different types of fines (cement types, fillers, fly ash, and micro silica) can have different effects on the rheology on freshly mixed concrete, the admixture manufacturer should be consulted for guidance on selection of the proper VMA product and dose for desired applications as well as the concrete mix constituents. For any test program intended to optimize admixture selection and dosage, be sure to evaluate mixtures at multiple VMA dosage rates, including an overdose condition, to effectively help anticipate unwanted problems on the job site.
ABOUT THE AUTHOR
Ara A. Jeknavorian, Ph.D.Dr. Ara A. Jeknavorian is a consultant with Jeknavorian Consulting Services, Chelmsford, Mass. He received a Ph.D. in Analytical Chemistry from the University of Massachusetts-Lowell. He is a Fellow of both the American Concrete Institute and ASTM, and has served as past chairman of the ASTM chemical admixture sub-committee. Before starting his consulting practice, Jeknavorian was a member of the R&D group of the W.R. Grace Co., where he was responsible for developing new chemical admixture technologies and products. He is an inventor on 19 patents and has published more than 40 articles on chemical admixtures. His research interests include admixture technology development, probing cement-admixture interactions, and troubleshooting unexpected cement-admixture performance.